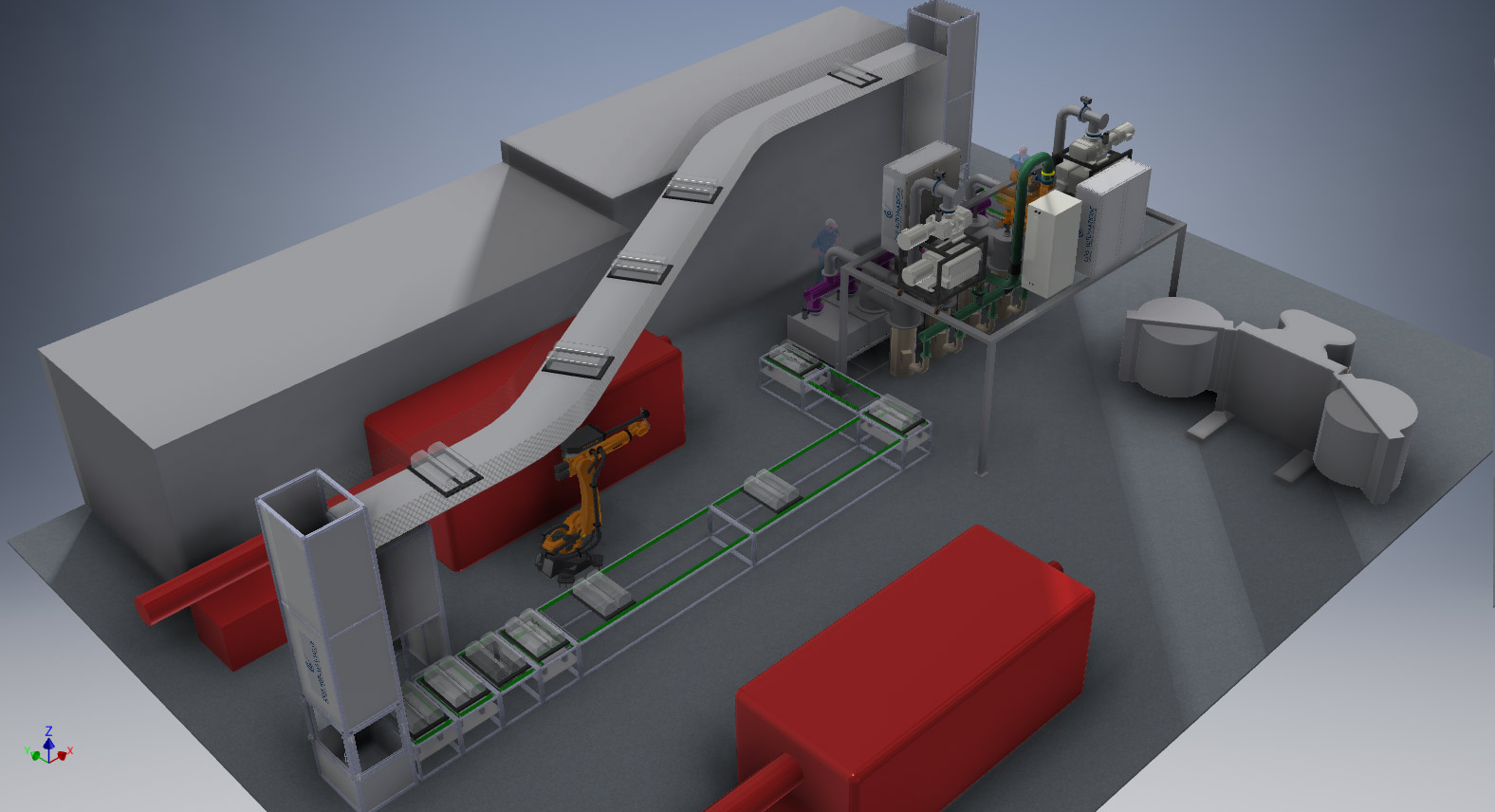
La linea si sviluppa in senso longitudinale con
una suddivisione in moduli all’interno dei quali si
svolgeranno i processi di:
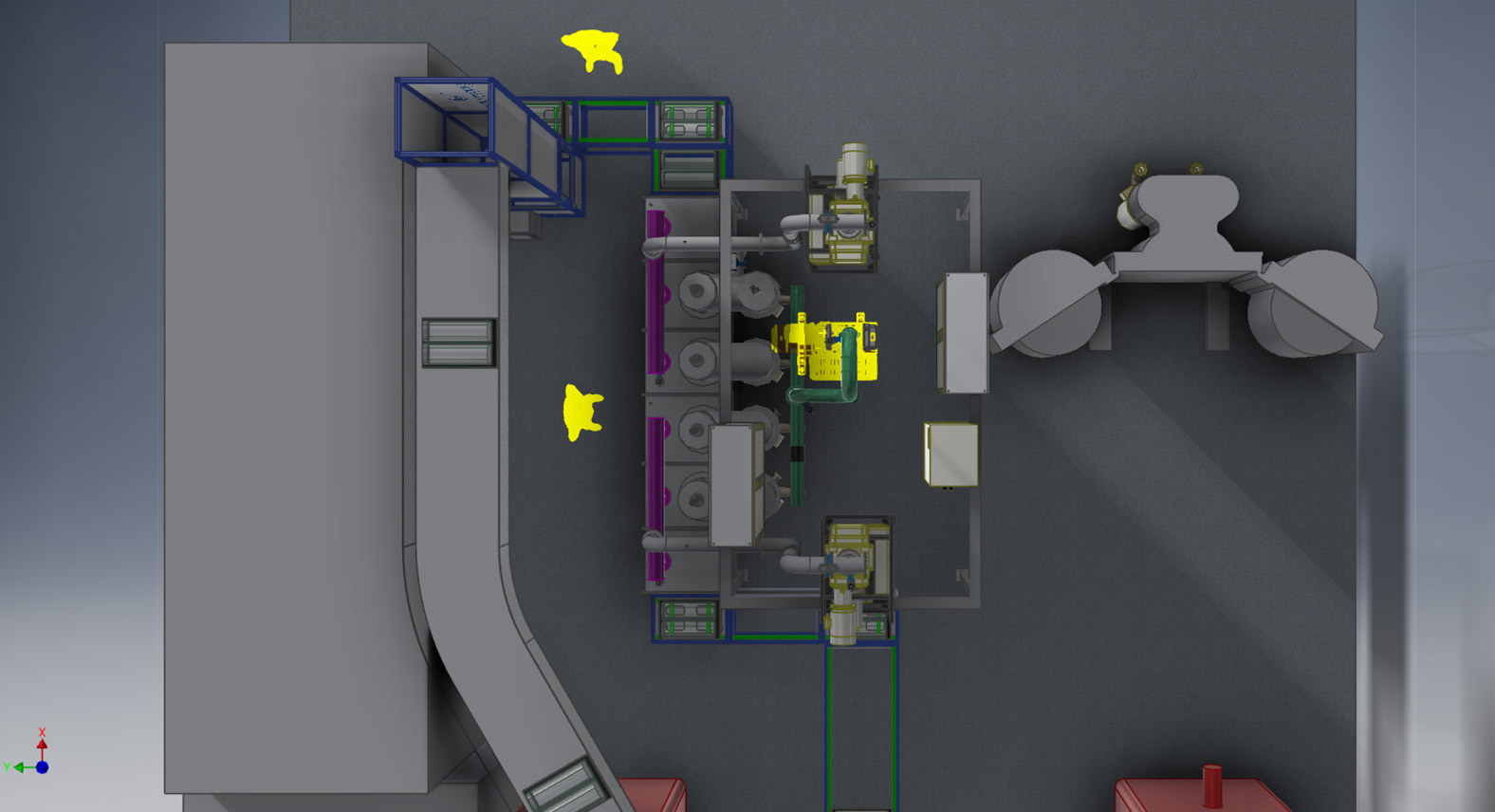
- 1 Camera 1: prevuoto degassassio del pezzo;
- 2 Camera 2: trattameto con scarica ionica AC con iniezione di gas tramite valvole proporzionali MFC atte a mantenere costante e stabile la distrubuzione del gas durante la fase di scarica;
- 3 Camera 3: Passaggio prevuto altovuoto;
4.1 Camera 4.1: Altovuoto passaggio metallizazione, posssibilitò di iniezione controllata Argon o miscele di gas;
- 4.2 Camera 4.2: Passaggio Altovuoto/Prevuoto per trattameto sputtering;
- 5 Camera 5: Polymerizzazione in AC, iniezione controllata di Alusil e possibilità tramite circuito dedicato di immissione gas.
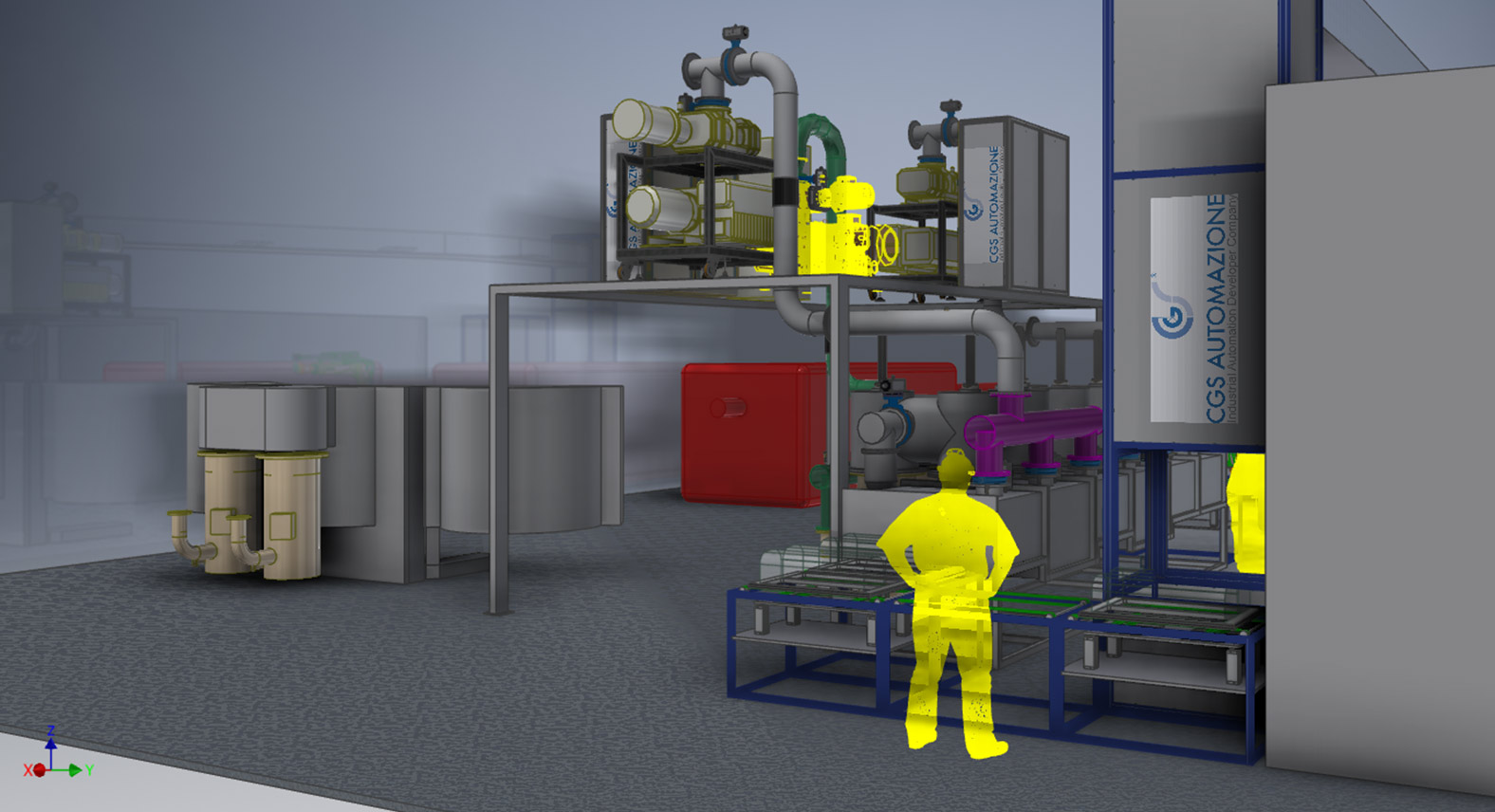
Le camere
Ogni camera è isolata dalle altre con un sistema di chiusure ermetiche, il passaggio tra una camera e la successiva avviene tramite una trasmissione motorizzata esterna singola per ogni camera.
Il caricamento della linea avviene tramite un sistema di trasporto tradizionale, il pallet viene formato allo scarico della pressa, vengono convogliati con un buffer ad accumulo variabile in base alla cadenza della produzione pressa e tempi ciclo della linea.
Il caricamento della linea avviene tramite un sistema di trasporto tradizionale, il pallet viene formato allo scarico della pressa, vengono convogliati con un buffer ad accumulo variabile in base alla cadenza della produzione pressa e tempi ciclo della linea.
Lo scarico della linea di metallizzazione, avviene sempre con una linea automatica di movimentazione pallet. Una volta che l’operatore a fine linea dichiara di aver scaricato il pallet dai pezzi metallizzati, viene convogliato all’inizio della linea nuovamente ove è presente una magazzino maschere, che in caso di cambio formato, viene sostituita con quella corrispondente alla prodizione della pressa, dopo diche il ciclo riprende dalla fase di caricamento.
Superficie di metallizzazione:
- Lunghezza: 70 cm;
- Larghezza: 5/23 cm;
- Profondità: 5/20 cm;
- Tempo ciclo stampo: 2 pezzi (destro + sinistro) ogni 35/55 secondi;
- Produzione media: 127 pz/h;
- Tempo cambio stampo: 27 minuti;
- Stampaggio: (2 pezzi ogni 55 sec);
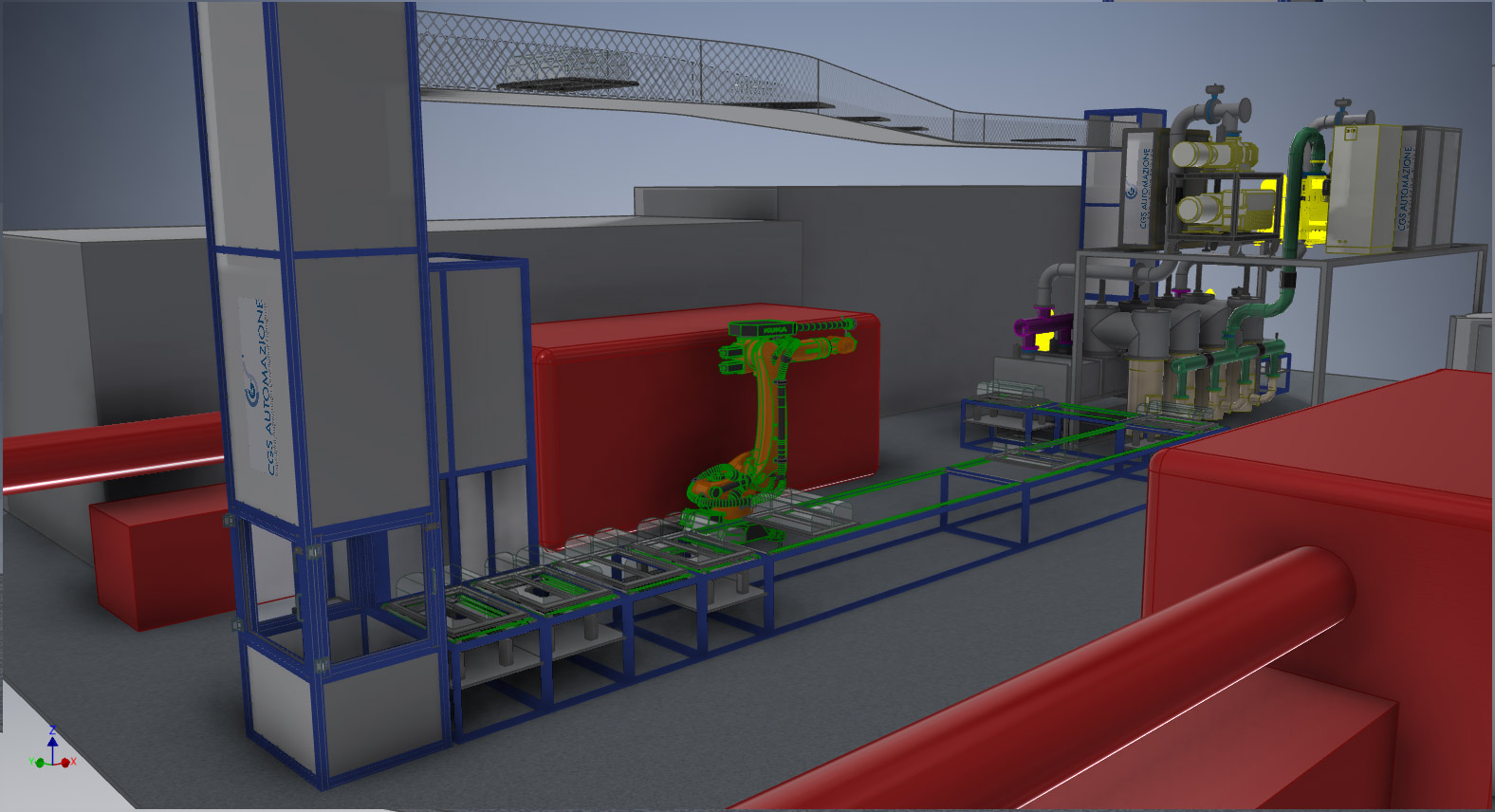
- Manipolazione con robot per rimozione materozze e carico automatico su sistema di metallizzazione;
- Chiusura maschera;
- Metalizzazione (precamera, alluminatura/acciaiatura, protezione);
- Presentazione pezzo metallizzato a operatore collaudo.